

喷丸分类:喷丸按应用范围常分为三种类型1.清理喷丸2.强力喷丸(喷丸强化)3.喷丸成形 喷丸强化是一项非常传统的表面强化技术,原理是:借助高速运动的弹丸冲击工件表面,使其发生弹塑性变形,从而产生残余压应力、加工硬化等有利变化,以提高零件的弯曲/扭转疲劳强度和改善应力腐蚀开裂性能。
喷丸强化三要素
喷丸强化三要素分为:1、喷丸强化设备及其附件,2、介质:各种类型的弹丸,3、工艺:喷丸强化参数、与疲劳强度的关系;
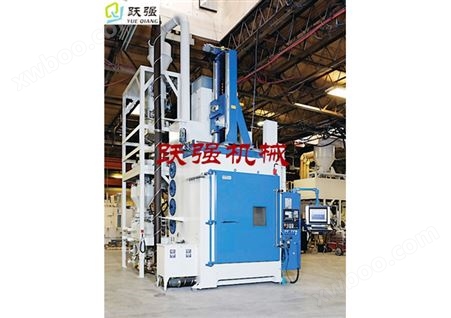
一、喷丸强化设备:(1)气力式喷丸机适合零件品种繁多且每种产品产量较低和零件品种虽少但形状复杂;
(2)机械离心力喷丸机适合零件品种少而每种的产量大和零件尺寸较大且形状简单。
二、喷丸介质:喷丸强化用的弹丸通常有以下几种:铸铁丸、铸钢丸、不锈钢丸、钢丝切丸、玻璃丸、陶瓷丸、镍基合金弹丸等。
弹丸质量要求
1、喷丸用的弹丸几何形状应是球形,切忌带尖棱角。此外,为避免冲击过程中的大量破碎,弹丸必须具备一定的冲击韧性。
2、喷丸机内循环使用的弹丸总量,其中符合实际尺寸的弹丸重量应占80%以上。
弹丸选择原则
1、黑色金属零件可选用任何种类的弹丸。
2、有色金属及不锈钢零件推荐选用玻璃弹丸或不锈钢弹丸。如用铸铁、铸钢或钢弹丸,则喷丸后立即清洗,以便防止零件表面产生点化学腐蚀。
3、对表面光度及形位公差严格要求(或非配合表面)的大型零件,可采用较大尺寸的弹丸以获得较高的喷丸强度;对表面光度要求较高的零件(包括配合表面),应采用较小尺寸的弹丸。这样,在获得规定喷丸强度的同时,也能达到规定的光度要求; 带有内外圆角、沟槽的零件,弹丸直径应小于内外圆角半径和沟槽宽度的一半。
覆盖率
要取得高质量的强化结果,必须确保达到*强化覆盖率要求。覆盖率测量的是零件表面被丸流喷打形成小凹痕覆盖的面积。覆盖率不可低于98%,因为如不达到,应力腐蚀和疲劳裂纹就会在未被强化到,未被导入残余压应力的地方发生并衍展开,仍有可能导致零件的断裂失效。
如果要求的覆盖率超过(如150%,200%),那就要求强化时间成比率的增加。例如,要对到200%覆盖率,强化时间将是覆盖率强化时间的2倍。




所有评论仅代表网友意见,与本站立场无关。