


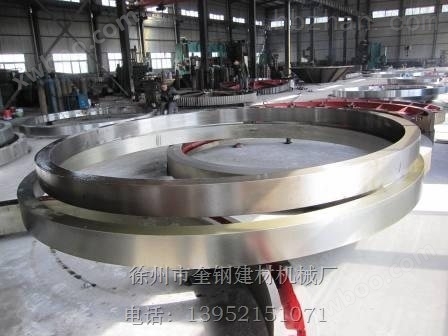




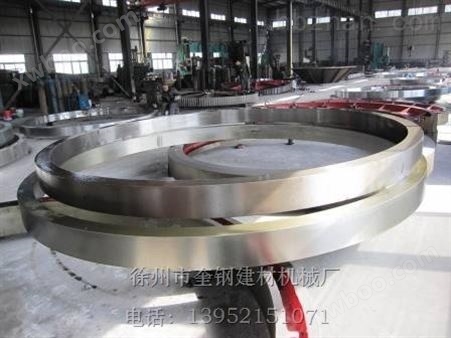

烘干机大齿轮又叫烘干机齿圈或滚筒干燥机大齿轮,2.6X20米铸钢销子型烘干机大齿轮其模数22齿数164面宽220mm、圆弧弹簧板结构形式,材质采用优质45号铸钢,车加工滚齿,具有结构强度高,耐磨性能好,齿轮通用性强等特点.
烘干机大齿轮性能特点及连接方式:
1、我厂生产的2.6X20米铸钢销子型烘干机大齿轮具有承载能力高、运行平稳等特点。齿轮为直齿,具有承载能力高、运行平稳、噪音小的特点。对于大齿轮和筒体的连接方式常用的有三种,有圆弧弹簧板,销子型弹簧板,法兰连接。
2. 齿轮制作工艺*,刚度性能优越:边缘传动烘干机大小齿轮的破坏,主要是由于齿面的磨损及弯曲折断。因此,要求齿轮材质具有足够的强度、较高的耐磨性和良好的加工性。目前烘干机大齿圈的材料一般采用ZG270~500、ZG310~570,但在加工前须经正火处理,使硬度降为HB170~200。
3. 结构简单,便于加工制造以及日常维护。烘干机大齿轮法兰两面加工,均可与筒体法兰相配合,可以调面使用。小齿轮与轴为整体锻造,轴两端对称,均铣有键槽,亦可调头使用。
2.6X20米铸钢销子型烘干机大齿轮(大齿圈)技术要求:
1.铸造烘干机大齿轮必须用碱性平炉钢或电炉钢,不得使用转炉钢,铸件按有关规定进行验收,其各项检验活动结果作为交换条件;
2 烘干机大齿轮图纸中未注明铸造园角尺寸R=5-10mm
3.铸件烘干机齿圈不得有影响强度的铸造缺陷,对缺陷补焊后必须进行热处理消除内应力,补焊处的硬度不大于母体金属硬度但不得低于母体金属硬度的10%;
4.大齿轮齿面和凸台不允许补铸,但允许有小于5毫米,深3毫米的个别缺陷;
5烘干机大齿轮.铸件加工前要进行热处理以消除内应力,热处理后硬度HB=150-190;
6.首先加工烘干机齿圈的接合面,之后把两半齿圈组成一体。
7.烘干机大齿轮连成整体后再进行齿形及其它部分的加工;
8.两半烘干机齿圈接合面必须在齿各的中点,拼合齿圈对接处节距允差正负0.11mm;
9.加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;
10.烘干机大齿轮加工时,在齿侧面刻出分度圆线;
11.烘干机大齿圈顶圆及端面时,同时划出弹簧板安装孔的线,保证与齿顶圆同心;
12.待安装校正后与弹簧板配制,并做出相应标记。



所有评论仅代表网友意见,与本站立场无关。