


概述:
人工只须将零件倒入到震盘里,开启设备工件装自动将零件排序,自动化送料,自动化组装,自动化焊接,自动化卸料;整个流程形成了全自动化工业4.0的目标。
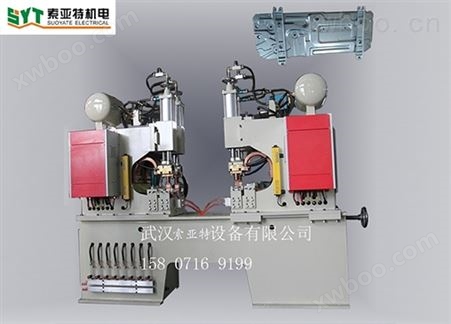
产品概述:
多工位螺母全自动焊接专机的原理,设计多工位,工位采用分割器转动盘设计,6个工位,工位1:输送板件;工件2:检测工件是否放料;工位3:焊接与工螺母输送机送料工位;工位4:检测工位;工位5:卸料工位;保证焊点的预定位置准确性。焊接电源可选用普能的中频逆变式焊接电源。焊接时采用仓库弹夹的方式,将工件一次性加料到仓库内在由螺母输送机输送到焊接电极内,钣金件叠加在一起。
性能特点:
1.生产效率高 焊机在焊接时可同步进行上下料,缩短时间,提高工作效率,适合进行大批量生产的企业;
2.操作安全 操作者不直接在焊接位工作,直接提高操作者的安全性;
3.自动化程度高 可根据要求,另配自动送料机,实现全自动焊接;
适用范围:
常用焊接产品有:汽车配件、滤清器螺纹盖板、旁通阀、锁具配件等。选用中国台湾产高精度分割器,准确快速。工件放置情况上下检测,避免误焊接,可焊接各种不同材料工件,可根据用户工件订制焊机。
技术参数:
型号 项目 | SMD20-M6-C6 | SMD40-M6~10-C6 | SMD60-M8~12-C6 | SMD80-M8~14-C6 | SMD100-M8~16-C6 | SMD120-M8~20-C6 |
额定容量(KVA) | 35 | 90 | 150 | 250 | 300 | 350 |
初级电压(V) | 380V/1PH/50HZ | |||||
初级电流(A) | 92 | 131 | 210 | 262 | 390 | 526 |
额定负载持续率(%) | 50 | 50 | 50 | 50 | 50 | 50 |
次级空载电压(V) | 4.3-3.8 | 5.4-4.5 | 5.8-5.0 | 6.7-5.8 | 9.5-7.9 | 9.5-7.9 |
次级电压调节级数 | 2 | 2 | 2 | 2 | 3 | 3 |
焊件厚度(低碳钢)mm | 0.5+0.5 | 1.0+1.0 | 1.2+1.2 | 1.5+1.5 | 2.0+2.0 | 2.5+2.5 |
短路电流(KA) | 13.1 | 14.5 | 19.5 | 23 | 32 | 42 |
焊轮行程mm | 20-60 | 20-60 | 20-80 | 20-80 | 20-80 | 20-80 |
焊接速度m/min | 1~3 | 1~4 | 1~4 | 1~4 | 1~4 | 1~4 |
工作压力N | 1180 | 4700 | 6800 | 6800 | 12050 | 12050 |
气源网路中压缩空气压力Mpa | 0.5 | |||||
压缩空气消耗量M3/H | 0.5 | |||||
冷却水消耗量L/H | 500 | 500 | 1000 | 1000 | 1000 | 2000 |
液压站电机驱动马达功率KW | 0.1 | 0.4 | 0.75 | 0.75 | 0.75 | 0.75 |







所有评论仅代表网友意见,与本站立场无关。