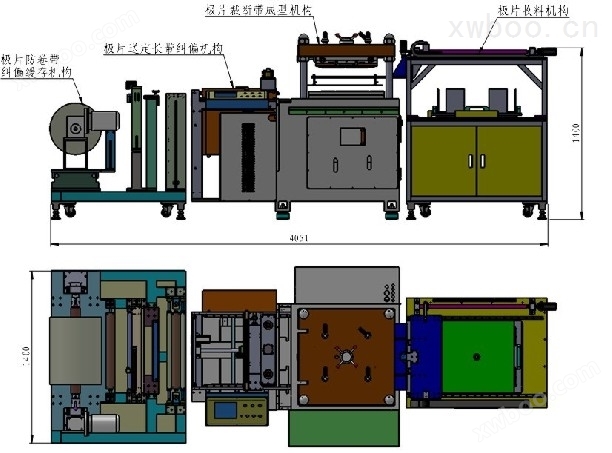
工作运行原理:
将涂布后成卷的极片经过本极片模切机四边模切成形(包括极耳),使极片达到工艺形状及尺寸规格,供叠片工艺电池电芯使用。模具采用五金冲模冲切极片的方式,速度快,毛刺少,无掉粉现象,来料是卷料,成品是盒装的极片,本冲切机具有专门的极片纠偏装置,极片缓存装置,极片冲切装置,收极片装置,收废料装置。
利用步进电机对极片恒张力放卷(张力通过精密调压阀调节),极片放卷设有极片纠偏机构保证极片“Y"向精度。伺服电机对极片输送并定位,极片定位完成后利用极片模切装置对极片进行模切,废料入废料盒,极片进集盒。
设备动作流程:
卷料上料到气涨轴上——卷料主动放料卷张力缓冲纠偏——主动送料——进行极片冲切——机械手转移极片——极片放置到料盒——极片废料收集
设备主要技术参数:
1、放卷直径:Ф450mm,上料轴Ф76mm
2、纠偏精度:±0.1mm
3、刀模冲切精度为:±0.2mm,毛刺10-20切极片范围,模具具体尺寸由客户确定(更换品种的需要更换刀模)。
极片长:100-300mm(极片主体)+15-30mm(极耳)
极片宽:50-250mm
极片厚:60um-300um
5、刀模使用寿命≥1万次,定期进行更换。
6、设备产能/速度::≥15ppm;自动计数班产量及累计生产数量。
7、设备总功率:2.5KW,电源AC220V单相;
8、压缩空气:经过滤和稳压后0.45-0.65 Mpa,耗气量:2m3/min










所有评论仅代表网友意见,与本站立场无关。