

平板激光拼板直缝自动焊接机
客户的平板工件1250mm*3000mm,两个这样的平板通过氩弧填丝拼焊而成,拼4块板材焊接形成5000mm*3000mm板材,材质分为碳钢,不锈钢,铝合金,厚度范围为1mm-3mm之间,另外,碳钢板有6mm厚度的板材,客户要求:单面焊接双面成型。
现在无锡优才机器人有限公司根据客户的要求提供如下的解决方案:
种方案():1-6个板材焊接一体机,不锈钢,铝合金,碳钢都可以焊接,其优点就是性价比高,但缺陷是针对铝合金和不锈钢不同材质,以及厚度不同时要进行更换焊机,焊枪来进行换产,这个过程会影响生产效率,同时铝合金厚度1mm到3mm在氩弧焊接过程中容易烧穿,因此,此方案不简易采纳。
第二种方案(高效生产率):这个方案是为了更多发挥生产效率,减少产品换产次数,并且此方案中使用激光焊接,使产能大大提高,具体如下:
板材厚度1mm-3mm采用2KW光纤激光加丝,带摆动焊接,适用不锈钢,碳钢,铝合金材质焊接。
板材厚度6mm的碳钢采用氩弧加丝带摆动方式。
推荐第二种方案、
下面先介绍板材1mm-3mm激光焊接设计:
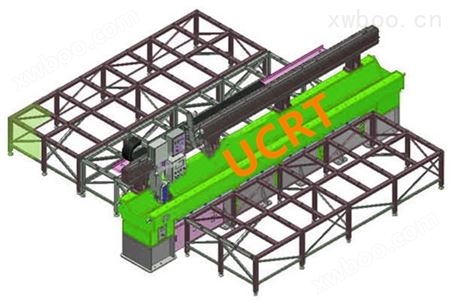
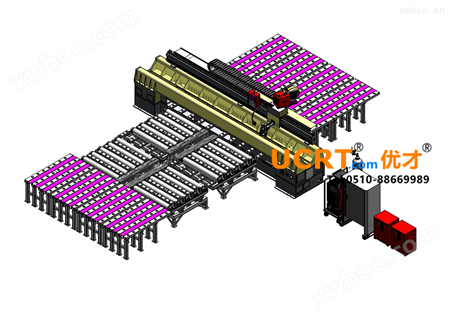
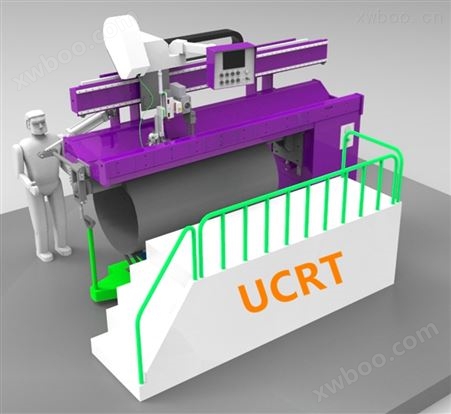
设计效果图(以实物为准):

焊接效果可达到单面焊双面成型。焊接设备由无锡优才机器人有限公司设计研发生产,结构*,焊接过程可靠高效。该全部控制过程采用触摸屏及plc控制,直缝系统机甲,冷却系统,琴键机构,滚珠平台,操作平台,2KW激光器,冷却空调,水冷激光焊枪带摆动系统,送丝机组合而成。
该设备流程:人工把两个板材分别在直缝焊接机通过两侧滚珠平台送进直缝焊接机,然后启动琴键机构开关,启动焊接开始按钮,焊接开始,人工可以站在操作平台上观看或调整焊接高度和板材位置。焊接完成后,人工进行给工件下料,再次上料,重复工作。
性能特点:
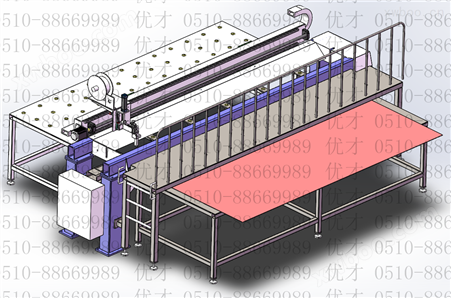
●可适用于厚度1-3mm范围内中薄板板材的拼装焊接;
●采用琴键式夹紧方式,焊接时散热效果好,工件变形小;
●通过衬垫保证单面焊双面成形效果;
●适合于激光加丝焊接工艺方法;
●可焊接碳钢,不锈钢,铝合金材质;
●焊接形式;纵缝拼板;
备注:本产品行业为非标定制品,它用无效,具体电话沟通,一切以签订的合同和技术协议为准。
技术参数:
高功率单模连续光纤激光器

产品型号:FSC1000/1500/2000/3000/4000
FSC 系列高功率单模连续光纤激光器*由热刺激光自主研发和生产,通过解决限制高功率单模光纤激光器平均功率进一步提升的模式不稳定(TMI)、受激拉曼散射(SRS)、光束质量差等瓶颈问题,将单谐振腔、单横模激光的平均输出功率提升到了 4000W。该系列产品集高平均功率、多重抗高反、优质光束质量、高电光转换效率于一体,可广泛应用于精细切割、金属焊接、表面处理、3D打印与快速成型等多种场合。特别在金属厚板切割时,不仅切割速度快,而且板材切缝细、断面光亮,相比于市场上其他同类型激光器优势十分明显。
特性参数:
型号 | FSC 1000 | FSC 1500 | FSC 2000 | FSC 3000 | FSC 4000 | ||||
额定输出功率(W) | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
中心波长(nm) | 1080±3 | ||||||||
工作模式 | 连续/调制 | ||||||||
调制频率(kHz) | 50 | ||||||||
功率不稳定性(%) | <3 | ||||||||
红光指示 | 有 | ||||||||
光纤输出接口 | QBH | ||||||||
输出光纤芯径(μm) | 20 | 50 | 100 | ||||||
BPP(mm*mrad) | <0.41 | <1.1 | <3.4 | ||||||
输出光纤长度(m) | 15(可定制) | ||||||||
工作电压(VAC) | 220 | 380 | |||||||
功耗(W) | 4000 | 6000 | 8000 | 12000 | 16000 | ||||
控制模式 | 外部 RS232 /外部 AD /超级终端 | ||||||||
| 12的 350每分钟, 100的 3500每分钟。 控制方式:Exte外控出光,这时有手持枪触发线过来的触发信号来触发出光。
调制 PWM出光:调制频率 1-20000Hz ,占空比 1-99.可设,如图 7-3在次使用时设置频率 5,占空比 1,峰值 300-500W调节喷嘴找出手持出射激光的焦点。焊接时枪口与产品斜度 30度以上,确保吹气 OK。
调节喷嘴,激光时 激光焦点调节在焊接产品位置 切换界面后如图 7-4主要故障记录 调节铜嘴将聚焦调至光斑焦点,相当于光斑焊在工件上火花最亮的距离。(前提铜嘴必须接处工件)调节好光斑后用螺母锁死铜嘴; 光斑左右调节时,焊丝应在光斑圆圈的中间。操作时轻压焊接头,让焊丝、铜嘴和工件紧密接触后按下出光开关。双手或者单手只需要扶助焊接头,焊接时手持头会自动带手往后走;(如图7-6)
调节送丝结构,让铜嘴能够轻压焊丝;(注:铜嘴压住焊丝力度不能够大或者没与焊丝接处)送丝机前面板操作:点动送丝(Manual Feeding),按下这个键时送丝走 动;点动回丝(Manual Wire-back) ,按下这个键时回丝走动;回丝调节(Wire-back speed),顺时针旋钮时增加自动送丝停止时的回抽时间,回丝长 度和速度成正比,慢时回丝短,快的时候长;送丝调节(Feeding speed),调节送丝速度;电源指示(Power Indicator),打开电源时亮。注:在送丝结速 时设个缓降时间。松开按键时提起枪头,焊接不连续时要从新调整好送丝嘴。送丝焊接要压紧喷嘴拉动。(图 7-8)
操作使用注意事项 使用时尽量倾斜角度,可以提高保护玻璃使用寿命,在使用中轻拿轻放.焊接头发热,输出能量小时,立刻停止使用,并及时检查保护玻璃是否干净,在没有正常输出能量前严禁尝试使用,这样有激光烧坏焊枪和人身安全.保护玻璃损坏后及时更换以免损伤摆动系统光学镜片,无保护镜片和吹气时禁止使用,并使用合格气体和合理气压。长时间使用时经常检查喷嘴的激光引导光是否在出光口的中心,QBH接头和喷嘴筒,喷嘴等并调整; 保护镜的保养与更换 保护镜片位于聚焦抽屉组件下方,当保护镜片附着杂质或异物时,会由于杂志或异物吸收激光发热而导致保护镜片损坏,因此需要定期清洁保护镜片,建议清洁周期:一周。同时保护镜片是易损件,损坏后需更换。 注意: 清洁与更换保护镜时,避免手上油渍或环境中的灰尘污染保护镜。 护镜的拆卸 ① 将保护镜抽屉组件从焊接头本体中抽出,移动到干净无尘的环境中,同时将焊接头本体封好,防止灰尘进入。② 将异丙醇喷撒至无尘擦拭棉签上。 ③ 左手大拇指和食指轻轻捏住保护镜片的侧面边缘。 ④ 右手持无尘擦拭棉签,从下往上或者从左往右,单一方向轻轻拭擦镜片正反两面,并用橡胶气吹吹拂镜片表面,确认清洁后镜片表面无任何异物。 ⑤ 清洁后的保护镜须尽快安装至保护抽屉中并插入焊接头本体内,或者放在其他清洁密闭容器中做保存。
同类优质产品
会员登录X请输入账号 请输入密码 请输验证码 提示X您的留言已提交成功!我们将在第一时间回复您~
兴旺宝 设计制作,未经允许翻录必究 .Copyright(C) https://www.xwboo.com,All rights reserved. 以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,兴旺宝对此不承担任何保证责任。温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。 | |||||||||






所有评论仅代表网友意见,与本站立场无关。