
设备适用对象:核桃油、花生油、大豆油、菜籽油、茶籽油、胡麻油等多种动、植物油。
产量1-30吨
设备特点:适用性广,实用性强,操作简便。
设备工艺:毛油→脱胶→脱色→脱臭→精炼成品油
主机设备:
精炼锅:用于油脂的水化脱胶、中和脱酸。
脱色锅:用于油脂的脱色。
脱臭锅:用于高温蒸馏去除油脂中的异味。
过滤机:去除油脂中的杂质和脱色剂。
1精炼过程工艺流程图
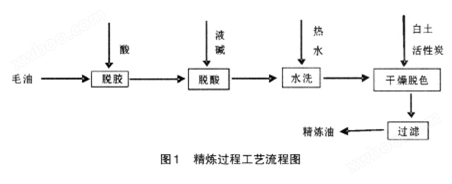
2精炼过程。
2.1脱胶工序应用物理、物理化学或化学方法将毛油中的胶溶性杂质除的工艺过程称为脱胶。毛油属于胶体体系〔1〕。其中的磷脂、蛋白质、黏液质及糖基甘油二酯等油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深加工的工艺效果。例如油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,降低脱色效果。未脱胶的毛油无法进行物理精炼和脱臭操作。因此毛油精制必须首先脱除胶溶性杂质。
2.2脱酸工序 脱除游离脂肪酸的过程称之脱酸。游离脂肪酸存在于油脂中会导致油脂的物理化学稳定性削弱〔1〕。因此油脂脱酸工序是精炼过程的中心工序,即用碱与油脂中的游离脂肪酸发生中和反应,使游离脂肪酸生成皂后排放出去,达到脱酸的目的。
2.2.1 化学反应〔2〕
主反应: RCOOH+NaOH=RCOONa+H2O;
不中和:2RCOOH+NaOH=RCOOH.RCOONa+H2O
水解反应::2RCOONa+2H2O=RCOOH.RCOOH+2NaOH;
皂化反应::C3H5(COOR)3+3NaOH=C3H5(OH)3+3RCOONa
2.2.2 影响脱酸过程的因素
2.2.2.1 碱的用量和碱的浓度 碱的用量直接影响碱炼效果。碱量不足,游离脂肪酸中和不,其他杂质也不能被充分作用,皂膜不能很好地絮凝,致使分离困难,碱炼成品油质量差,收率低。用碱量过多,中性油被皂化而引起精炼损耗增大。因此,正确掌握用碱量尤为重要。
脱酸时,耗用的总碱量包括两个部分,一是用于中和游离脂肪酸的碱,通常称为理论碱,可通过计算求得〔1〕。另一部分则是为了满足工艺要求而额外添加的碱,称之为超量碱。超碱量的确定,必须根据粗油品质、精油质量、精炼工艺和损耗等综合进行平衡。
碱炼时碱液浓度的选择受到多方面因素碱的影响,适宜的碱浓度需综合平衡诸多影响因素〔1,2〕,通过小样试验来确定。
油酸值超过6的较少〔3〕,皂脚量不大,为避免生成稀薄松散皂脚,碱炼过程使用较高浓度碱液和一定超量是必要的。
2.2.2.2 操作温度 操作温度是影响脱酸的重要因素,其主要影响体现在脱酸的初温、终温、升温速度等方面。油脂被皂化的概率随操作温度的升高而增加,因此操作温度控制在工艺限 制的低温下进行,避免中性油的皂化损失。在中和反应过程中,为了避免转化成油/水型乳浊液,以致形成油-皂不易分离的现象,中和温度必须保持稳定和均匀。中和反应后,为了避免皂粒的胶溶和被吸附组分的解吸,加热到zui终温度的速度愈快愈好。
2.2.2.3 混合与搅拌 混合搅拌作用的一方面是使碱滴分散变小,碱液的总面积增大,从而增加了碱液与游离脂肪酸的接触机会,加快反应速度,缩短碱炼过程,有利于精炼率的提高。另一方面是增进碱液与游离脂肪酸的相对运动,提高反应的速率,并使反应生成的皂膜尽快地脱离碱滴。但这一过程的混合或搅拌强度要温和些,以免在强烈混合下造成皂膜的过度分散而引起乳化现象。
2.2.2.4静止时间 静止时间对脱酸效果的影响主要体现在中性皂化损失和综合脱杂效果上。当其他条件相同时,油碱接触时间愈长,中性油被皂化的概率愈大。综合平衡中性油皂化损失的前提下,适当的延长脱酸操作时间,有利于其他杂质的脱除和油色的改善。 在的脱酸工序中,静止沉淀时间为 4~5 小时,待油皂分离后,排放皂脚,转入下一工序。
2.3水洗工序 水洗过程中影响洗涤效果的因素有温度、水质、水量、搅拌等。操作温度(油温、水温)低、水量少、搅拌不恰当,都将增大洗涤损耗和影响洗涤效果。
2.4 干燥脱色工序 油脂在高温下长时间接触空气易氧化变质,引起过氧化值升高,并产生较稳定的氧化色素,因此必须在真空条件下进行干燥脱色。
2.5 脱臭工序,若产品质量未达到质量标准则可考虑脱臭。脱臭时要求脱臭温度不宜过高,而对真空度的要求很高。一般脱臭温度控制在 140℃~160℃, 压0.67Kpa 以下,脱臭时间4h~6h。脱臭后冷却至 70℃~80℃后放出即为脱臭油。若在脱臭过程中加入少量的柠檬酸,可提高油脂的氧化稳定性。用量为油重的 0.02%,浓度为 5%,可在脱臭开始时加入。


所有评论仅代表网友意见,与本站立场无关。