






百超激光切割机的安全保障体系——UPS断电保护,守护设备与数据安全
百超通过及时保存数据,能够最大限度地减少因断电可能造成的数据损失。- 2025-11-03 09:51:39 15703
- 切割机数据保护


2024-01-04 08:32:45来源:通快 阅读量:333 评论
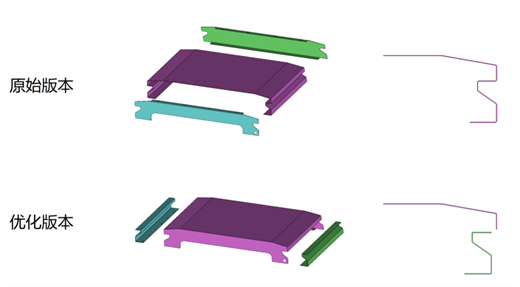
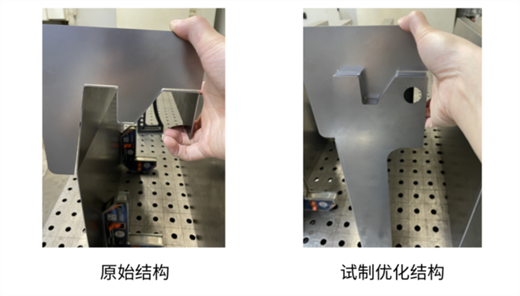
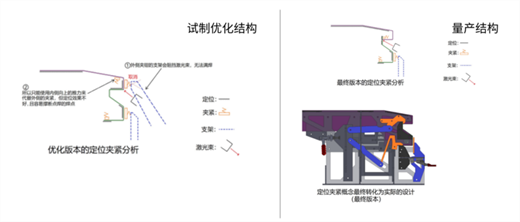
结构优化方案
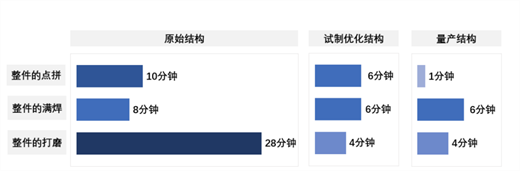
折弯精度对比
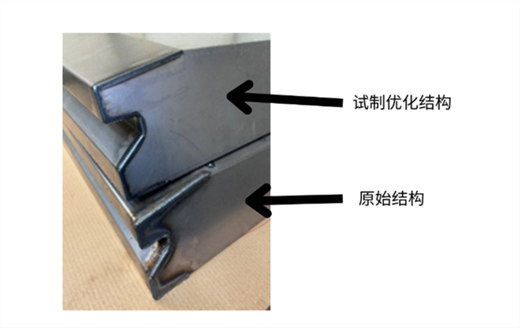
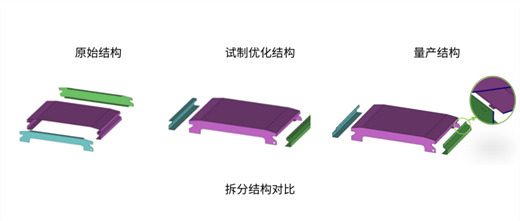
(量产结构比试制优化结构在工装上定位更稳定)

百超激光切割机的安全保障体系——UPS断电保护,守护设备与数据安全
百超通过及时保存数据,能够最大限度地减少因断电可能造成的数据损失。
亮相即焦点!迪能激光携多套智能设备闪耀MWCS2025数控机床与金属加工展
在此次展会上,迪能激光重点展示了具竞争力的智能设备,全方位展现在激光加工领域的技术突破与应用拓展,为金属加工行业转型升级注入新动能。
擎风之力,智造未来!嘉泰激光闪耀全国钢结构智能制造大会,厚板与型钢切割方案惊艳太原!
此次太原之行,嘉泰激光不仅展示了在高功率厚板切割和智能化型钢加工领域的深厚技术积累与领先优势,更深度融入了行业“智能制造赋能高效建设”的主旋律。
兴旺宝APP

兴旺宝移动端
关于我们 企业建站 本站服务 会员服务 旗下网站 友情链接 兴旺通 意见反馈 展会更新
销售热线:0571-87209775 客服热线:0571-87209775 采购热线:0571-87209775 投诉热线:0571-87209775
服务咨询 QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
 浙公网安备 33010602009452号
浙公网安备 33010602009452号
昵称 验证码 请输入正确验证码
所有评论仅代表网友意见,与本站立场无关