


 1
1
当前位置:丽驰精密机械(嘉兴)有限公司>>铣镗加工中心>>卧式镗铣加工中心>> LB-130臥式鏜銑加工中心

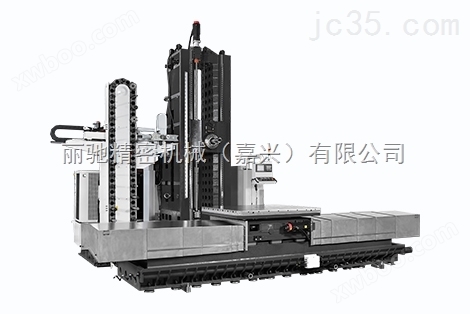

LB-130 臥式鏜銑加工中心规格参数
項 目 | 單 位 | LB-130 |
加工能力 |
|
|
X軸行程(工作台左右) | mm | 4000/(3000)/(5000) |
Y軸行程(立柱前後) | mm | 2500/(3000) |
Z軸行程(主軸頭上下) | mm | 1800 |
W軸行程(主軸伸縮) | mm | 800 |
主軸與頭部 |
|
|
主軸輸出馬力(連續/30分) | kw | 30/37 |
主軸zui大扭矩 | Nm | 2470 |
主軸直徑 | mm | 130 |
主軸轉速 | rpm | 2500 |
主軸孔錐度 |
| 50+MAS2 |
主軸潤滑方式 |
| 油脂潤滑 |
主軸冷卻系統 |
| 油冷卻機 |
主軸拉刀力 | kg | 1800~2100 |
工作台 |
|
|
工作台尺寸 | mm | 1800x2000 |
工作台T型槽 | mm | 22(24) |
工作台標準荷重 | kg | 25000 |
工作台定位心軸夾持力 | kg | 13500(20000) |
工作台定位解析度 | 秒 | 0.001 |
進給系統 |
|
|
X/Y/Z軸快速進給 | m/min | 21 |
W軸快速進給 | m/min | 4 |
工作台zui高轉速 | rpm | 1(2) |
切削液 |
|
|
切削液水箱容量 | L | 500 |
切削液泵浦馬達功率 | kW | 1.35 |
油壓 |
|
|
油壓系統功率 | HP | 10 |
刀庫系統 |
|
|
ATC刀具zui大直徑 | mm | 120/250 |
ATC刀具zui大重量 | kg | 25 |
ATC刀具換刀時間 | sec | 16 |
ATC刀具夾持力 | kg | 60+5 |
安裝需求 |
|
|
電力總容量 | KVA | 70 |
空壓機zui低壓力 | KG/CM² | 6 |
機器外觀尺寸 | mm | 8500x8500x5810 |
機器淨/毛重量 | kg | 56000/58000 |
LB-130 臥式鏜銑加工中心主要特点
1.高刚性高速的结构设计
强韧、精巧的机身结构
主结构铸铁採用高品质的米汉纳铸铁,组织稳定,*确保精度。
铸件经有限元素分析法,电脑计算分析,结构强度及加强肋的搭配,提供机器之高刚性。
2.倒T型结构,动柱型设计
工作台全行程支撑。确保工作台X轴运动真直度及精度。
主轴头齿轮箱,使用齿轮传动,配置ZF变速箱,输出扭力大,适合重切削。
ATC与立柱分离,以确保立柱不会因刀库重量变化,而影响精度。
3.高度动态性与切削性能
採用优异的液静压设计,工作台超高载重。
针对镗/铣不同工件,开发对应主轴,加工更精准确实。
工作台搭配刹车定位系统,提供定位角度重切削功能。
4.高刚性的立柱与主轴头结构设计
採用高强度的滚柱线性导轨传动设计
主轴头採用中置于立柱的结构设计。
提供机台高刚性的重切削需求。
5.优异的加工性能
结合*技术的精随,LB卧式镗铣机系列提供不同需求的使用者,同样高品质的选择。
封闭式主轴箱结构设计,提供重切削的高刚性基础,X/Y/Z三轴以全行程支撑并结合高刚性的线轨,搭配高解析度光学尺,定位精度高,可轻易完成镗孔、铣削、钻孔攻牙及模具加工等多样化功能。
6.高性能卧式镗铣加工中心
主轴搭载变速箱,除能符合高速模具切削加工外,也适合低速高扭力的一般机械加工。
三轴与B轴全採用高刚性的线轨,并以全行程支撑设计。
标准高精密三轴全闭迴路光学尺,定位精度高。
动柱式结构设计在W轴伸长任何位置,主轴箱均能保持水平精度。
採用油压煞车机构提供稳固的夹持力。
7.优秀结构设计
三轴移动全行程支撑,有刚性及稳定性,确保*精度。
三轴轨道均採用高刚性的线轨设计,大幅度提高刚性和重切削能力。
2500rpm,50马力、无段变速齿轮主轴,可提供zui大输出扭矩2470Nm耐重切削,实现高效率加工。
旋转工作台自动旋转定位,确保重切削时的角度位置及长时间保持稳定的精度。
卧式加工可方便即时快速排屑,为深型腔加工之利器。
W轴直径:Ø130mm
工作台载重:15000kg
刀库数量:60T
主轴扭力:2470Nm
8.产品特点
旋转工作台:高精度0.001分割定位,zui大荷重可达20000KG
加工应用领域:提供心轴式及各种型式主轴头供选用快速换刀系统:刀臂式刀库换刀,可选配90支刀刀库人性化的机台操作台:宽敞的操作台提供更安全与舒适的操作空间
9.新一代主轴强大的切削能力
主轴头由Ø130mm的主轴,结合两段变速齿轮箱,扭力2470Nm,143rpm时,zui高的全扭力输出,心轴可伸出成800mm。
主轴冷却採用高性能油冷式温控装置,可针对主轴内部所有轴承、齿轮等机构进行精确定量的自动冷却,有效减少主轴热变位,确保加工精度。
10.自动换刀机构与刀库单元
Z轴採用动柱式结构,将立柱与刀库以分离式断轨设计,刀库无须附挂于立柱,刀库与刀具的重量不影响动柱的动态性,确保加工精度。
刀库的储刀数量,具有高度的扩充性,加工运用更有弹性。
搭配60把刀容量的自动刀库,有利于提高效率。
刀臂换刀快速可靠,不占用加工空间。
手动装卸主轴刀具时,可轻鬆利用脚踏开关完成。
11.人性化的人机介面
符合安全规范及可以旋转操作面盘,採触控式图形及中文按键,输入方便快速,操作容易。
面板重要按键加装保护盖,确认后再执行,避免误动作。
机器异常时,红色灯亮著警示,便于故障排除。
12.高性能的检测系统
为确保产品品质达到zui大效益,且符合客户的需求,丽驰制定完整的品质管制系统,并使用
*的检验设备及技术,以确保产品的品质。
全行程运动精度皆经过雷射校正补偿,确保机台之精度与校准结果。
採用循圆测定仪,校正真圆精度及机器几何精度,藉此检验能确保机台三维空间之运动精度。
利用动态平衡设备校正主轴zui高转速的速度、位移及加速度特性。
每支主轴皆须经过主轴拉力测试,确保主轴的夹刀力与刀具刚性,获得良好的加工精度。
13.高性能配置
主轴延伸套筒长度400mm
三轴加装光学尺系统,可检知机台因快速位移,产生热变位,并将热变位的值回馈给控制器做
补偿,适合高精密的零件加工使用。
光学尺系统配有气体保护装置,避免光学尺受粉尘及油气污染,确保光学尺的精度,延长使用寿命。
主轴高速运转搭配主轴油温控制系统,可有效的使主轴达到恒温的效果,确保主轴高速高精度。
电气箱冷气机可保护电气箱内之控制器、驱动器及其他电子零件,保持在常温且无尘的状态下
运转,不因长时间的操作产生的高温导致机器故障。
LB-130 标准配备
1.FANUC0iMD控制器
2.主轴转速2500rpm
3.主轴油冷机
4.履带式排屑机
5.蓄屑车
6.机台清理风枪
7.自动刀具交换(60T)
8.三轴滚柱线轨
9.XYZ轴光学尺
10.B轴光学尺
11.Y轴油压平衡系统
12.工作灯
13.警示灯
14.M30自动断电系统
15.电气箱空调系统
16.主轴延伸套筒400mm
LB-130 控制器标准功能FANUC0IMD
1.CPU位元数32bit
2.zui大NC控制轴数5
3.zui大主轴数2
4.zui大同动控制轴数4
5.zui小控制单位0.001mm
6.zui大记忆米数1280米
7.zui大工件座标补正数54
8.zui大变数组数600
9.zui大刀具补正数400
10.萤幕10.4吋LCD
11.高速高精度控制模式1AICCI
12.乙太网路介面NC内藏
13.前置IC卡直接运转CF卡
14.语言显示5
15.Z轴断电后上拉功能
16.工具位置补正(G45?G48)
17.比例缩放(G50/G51)
18.程式及参数座标迴转(G68/G69)
19.深孔攻牙(可退到R点)
20.极座标指令(G15/G16)
21.圆筒补间(G07.1/G107.1)
22.操作面板前置IC卡前面CF卡
23.驱动器通信方式高速光纤
24.伺服驱动器控制方式HRV1?3
25.伺服自动调整机能Servoguide
26.手动脉衝发生器
27.刀库正反转手动控制
28.寸动轴向及速率调整
29.紧急停止
30.切削液冷却手动功能
31.单节执行
32.机器锁定
33.镜像各轴
34.程式暂时停止功能
35.主轴转速率调整
36.主轴定位手动控制功能
37.程式再启动功能
38.程式空跑
39.单节跳跃
40.程式迴圈启动功能
41.程式保护功能
42.自我诊断机能
43.背隙补正
44.节距误差补正
45.程式核对及刀具路径显示
46.电控正常显示
47.三轴複归原点显示
48.异常状况显示
49.纸带代码EIARS244/ISO840
50.标记跳过
51.奇偶校验水平和垂直校验
52.控制输入/输出
53.选择程序段跳过9
54.zui大可编程尺寸±8位数
55.程式号O4位数
56.顺序号码N5位数
57./增量编程在同一程序段中可混用
58.工件计数显示
59.加工累计时间显示
60.主程式/副程式M98,M99
61.背景编辑
62.小数点输入
63.公英制转换
64.程式开始/结束M00,M01,M02,M30
65.刚性攻牙
66.座标旋转指令G68,G69
67.可设定镜像功能(程式镜像)
68.巨集指令G65,G66,G67
69.快速进给率调整F0,25,50,100%
70.直线补间G01
71.进给率调整0~150%
72.暂停G04
73.可程式资料输入G10
74.加工平面选择G17,G18,G19
75.自动参考点複归G29
76.第二原点複归G30
77.刀具半径补正
78.刀具长补正
79.刀具位置偏置
80.刀具寿命管理
81.局部坐标系设定G52
82.机械座标系设定G53
83.工作物座标选择G52-G59
84.工件座标系预置
85.附加工件座标系48对
86.工件原点偏移测量值直接输入
87.定位G00(可以进行直线插补型定位)
88.单方向定位G60
89.正确停止检查模式G61
90.正确停止G09
91.直线插补
92.圆弧插补可以是多象限
93.进给暂停秒或旋转数
94.螺旋插补圆弧插补zui多加2轴的直线插补
95.螺纹切削、同步切削
96.跳过G31
97.高速跳过输入点数为一点
98.自动原点複归G28
99.原点複归检查G27
100.钻削固定循环
101.自动拐角倍率
102.自动拐角减速
103.按圆弧半径箝制进给速度
104.比例缩放
105.座标系旋转
106.可编程镜像
107.圆柱补插
108.法线方向控制
109.分度台分度
110.旋转轴
111.旋转轴循环显示


