


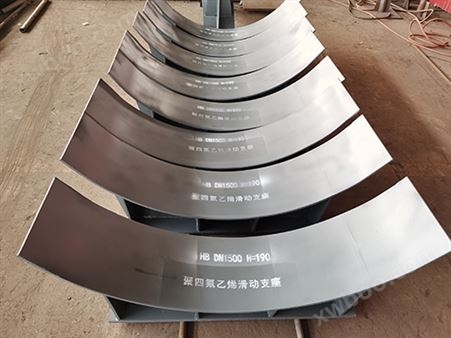
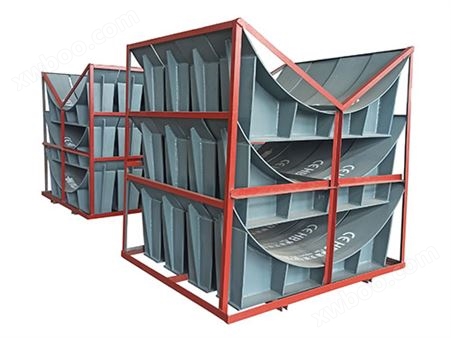
在选购管托产品时需要注意的三点:
一、熟悉生产标准(一定查看标准或图号,认清管托型式和熟悉检验的依据)
二、管支架用型钢的选择很重要
(1)工字钢的腿端外缘钝化、槽钢的腿端外缘和肩钝化不应使直径等于0.18t的圆棒通过,角钢的边缘外角和顶角钝化不应使直径等于0.18d的圆棒通过;
(2)工字钢、槽钢的外缘斜度和弯腰扰度、角钢的顶端直角在距端头不小于750mm处检查;
(3)工字钢、槽钢的腿中间厚度(t)的允许偏差为±0.06t。
(4)型钢不应该有明显的扭转。
(5)型钢的重量允许偏差应不超过±5%。
(6)型钢的牌号话化学组分(熔炼分析)及力学性能应符合GB/T700或GB/T1591的有关规定。
(7)型钢应以热轧状态交货。
三、钢制管托的焊接是必胜环节
(1)施焊过程中应保证起弧和收弧处的质量,收弧时应将弧坑填满。多层焊的层间接头应错开。
(2)除工艺或检验要求需分次焊接外,每条焊缝宜一次连续焊完,当因故中断焊接,再次焊接前应检查焊层表面,确认无裂纹后,方可按原工艺要求继续施焊。
(3)多层焊每层焊完后,应立即对层间进行清理,并进行外观检查,发现缺陷消除后方可进行下一层的焊接。
(4)在焊接作业指导书规定的范围内,在保证焊透和熔合良好的条件下,采用小电流、短电弧、快焊速和多层多道焊工艺,并应控制层间温度。
(5)除设计文件有特殊要求的焊缝外,焊缝应在焊完后立即去除渣皮、飞溅物,清理干净焊缝表面,然后进行焊缝外观检查。
(6)焊接表面应平滑,不应有裂纹、密集气孔、大弧坑、焊丝头、焊穿、深咬边、未熔合,未焊透等缺陷,焊熘不高于1.5mm。





所有评论仅代表网友意见,与本站立场无关。