
15163622234
当前位置:山东全伟环保水处理设备有限公司>>一体化污水处理设备>>生活污水处理设备>> 全伟环保安康小型医院污水处理设备工艺




安康小型医院污水处理设备工艺-山东全伟环保水处理设备有限公司
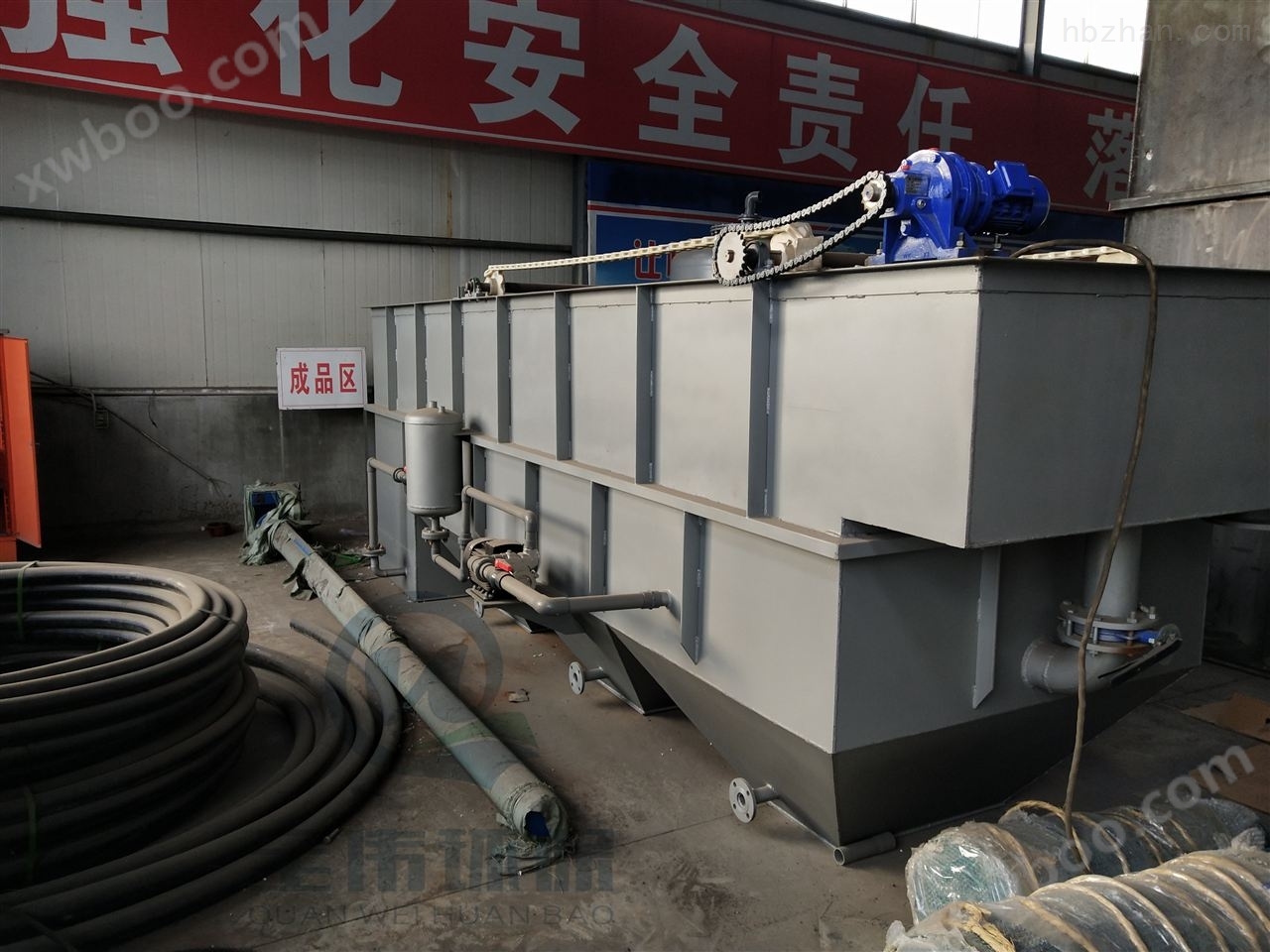
气浮机调试步骤
⒈将清水注入气浮池,以检查池各部分有无渗漏情况。
⒉对溶气水泵灌水排放,待启动后,逐渐打开出口水管阀门,直至全部开足。
⒊待溶气灌内水位上升,压力达到水泵所能提供的zui大值时,突然打开溶气罐出水阀门,以高压水冲洗溶气管,如此反复几次。接着启动空压机,待溶气罐内气压达 490kPa 时,同样,突然打开溶气罐出水阀门,以急速的气流再次冲洗溶气管道,并重复几次。zui后,仍以高压水冲洗几次。这样多次操作,直至溶气管道冲静,然后关闭溶气水泵和空压机。
⒋打开接触室及反应室的放空阀门,使水位下降至一定高度或放空。
⒌逐个安装上释放器,并用手旋紧。(不*扳手拧紧)
⒍重新开启溶气水泵和空压机,待空压机的压力超过水泵的压力时,稍稍打开闸阀,使气水同时进入溶气罐溶气,注意不能将气阀开的过大,以免空压机压力急剧下降而产生水倒灌的现象。
⒎当观察到溶气罐水位指示管有一米左右水深时,应全部打开溶气罐出水阀门,并在接触室观察溶气水的释气情况及效果。
⒏用闸阀调控空压机的供气量,直至溶气罐的水位基本稳定在 0.6-1.0 米范围内(既不淹没填料,也不能过低),少量的水位升降可用微启溶气罐放气阀予以调整。将出水阀*打开,防止出水阀门处截留,气泡提前释出。
⒐待溶气与释气系统*正常后,开启进水阀门,同时投入稍过量的混凝剂。
⒑控制进水阀门,以限制进水量在设计水量范围之内。
⒒控制气浮池出水阀门,将气浮池水位稳定在集渣槽口,待水位稳定后,用流量计、水表等设备测量处理水量,并用进出水阀门进行调节,直至达到设计流量为止。
⒓在运转初期要不断检验主要水质指标。不合格的出水,应通过超越管道直接排入下水系统,或回至集水池。合格后,才进入后续处理构筑物。如处理水质过好,可逐渐减少药剂投加量,直到正常。

安康小型医院污水处理设备工艺-山东潍坊全伟环保水处理设备有限公司
A2O工艺,主要是生物池通过曝气装置、推进器(厌氧段和缺氧段)及回流渠道的布置分成厌氧段、缺氧段、好氧段。下面重点介绍下A2O工艺流程中所提到的厌氧、缺氧、好氧知识点。
A2O工艺
厌氧池是指没有溶解氧,也没有硝酸盐的反应池。缺氧池是指没有溶解氧但有硝酸盐的反应池。
酸化池---水解、酸化、产乙酸,限制甲烷化,有pH值降低现象。工艺简单,易控制操作,可去除部分COD。目的提高可生化性;
厌氧池---水解、酸化、产乙酸、甲烷化同步进行。需要调节pH,不易操作控制,去除大部分COD。目的是去除COD。
缺氧池---有水解反应,在脱氮工艺中,其pH值升高。在脱氮工艺中,主要起反硝化去除硝态氮的作用,同时去除部分BOD。也有水解反应提高可生化性的作用。
好氧池就是通过曝气等措施维持水中溶解氧含量在4mg/l左右,适宜好氧微生物生长繁殖,从而处理水中污染物质的构筑物;
水解酸化池内部可以不设曝气装置,控制停留时间再水解、酸化阶段,不出现厌氧产气阶段,前两个阶段的COD去除率不是很高,因为他的目的只是将大分子的变成小分子有机物,一般去除率在20%左右,产气阶段的COD去除率一般在40%左右,但这是产生的硫化氢气体要进行除臭处理,且达到产气阶段的停留时间要较前两阶段长,也就是要出现厌氧状态。缺缺氧池内要设置曝气装置,控制溶解氧在0.3-0.8mg/l,利用兼氧微生物及生物膜来降解废水中的有机物,接触氧化池内的曝气器要慎重选择,既要保证供氧量,又要确保有利于生物膜的脱落、更新。一般不选用微孔曝气器作为池底的曝气器。

1.生活污水处理设备安全操作规程及注意事项
曝气生化系统主要是在有氧的情况下,废水中的有机物通过活性污泥中的微生物吸附、氧化、还原过程,把复杂的大分子有机物氧化分解为简单的无机物,从而达到净化废水的目的。
a.根据具体情况调整曝气量,通过控制各阀门,调整进气量。
b.曝气池应通过调整污泥负荷、污泥泥龄或污泥浓度等方式进行工艺控制。
c.曝气池出口处的溶解氧宜为2mg/L。
d.应经常观察活性污泥生物相、上清液透明度、污泥颜色、状态、气味等,并定时测试和计算反映污泥特性的有关项目。
e.因水温、水质或曝气池运行方式的变化而在沉淀池引起的污泥膨胀、污泥上浮等不正常现象,应分析原因,并针对具体情况,调整系统运行工况,采取适当措施恢复正常。
f.当曝气池水温低时,应采取适当延长曝气时间、提高污泥浓度、增加泥龄或其它方法,保证污水的处理效果。曝气池水温不能高于38℃,过高时,应在采取降温措施后,方可继续进水!
g.曝气池产生泡沫和浮渣时,应根据泡沫颜色分析原因,采取相应措施恢复正常。视情况开启消泡水泵,撒淋消泡剂。
h.根据污泥情况向生化池内加营养剂,一般按BOD5:N:P=100:5:1比例投加营养源。N源为尿素,P源为磷酸钠或*。

请输入账号
请输入密码
请输验证码
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,兴旺宝对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。













 兴旺宝
兴旺宝