

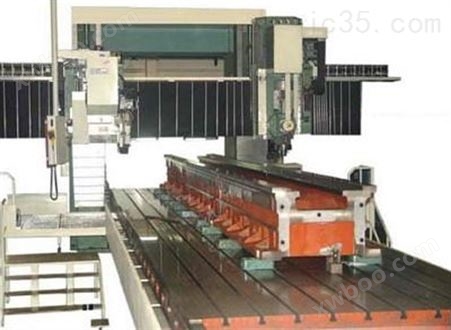
大型机床床身包括车床、铣床、刨床、磨床、数控机床等各类机床床身铸件的壁厚一般在20~40mm,属于中厚壁铸件,重量一般在5~50t,材质为HT250或HT300。该类铸件的大特点是导轨较长,一般在几米甚至十几米,非常容易产生弯曲变形,且导轨非常厚大,一般在40~100mm,导轨容易产生组织缺陷,特别是10m长的导轨要保证无任何气孔砂眼也是较困难的。该类铸件往往是单件小批量生产,没有现成的工装砂箱,投资较大,特别是数控机床床身,结构形状比较复杂,在模样制作、砂芯紧固、等造型操作方面存在较大难度;其材质要求具有良好的精度稳定性、抗压强度和减震性,良好的切削性能和铸造性能,其硬度要求180~241HB,硬度差△HB≤35[1],有些采用淬火硬化的机床导轨要求HT300以上牌号,易产生组织疏松、硬度低、硬质点及淬火效果差等缺陷,一旦因为这些问题导致铸件报废,损失非常惨重,因此很有 进行专门研究。
大型机床床身优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。
大型机床床身与消震好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
大型机床床身工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。
大型机床床身的铸造方法一般采用消失模铸造工艺,树脂砂铸造,实型铸造,高牌号铸造等,例如大型机床铸件的床身,立柱,横梁,滑台等都是用这几种铸造工艺。








所有评论仅代表网友意见,与本站立场无关。