联系电话

沧州启动力机械设备有限公司
 初级会员·1年
初级会员·1年



 具体成交价以合同协议为准
具体成交价以合同协议为准
- 联系人:
- 郭经理
- 电话:
- 0317-8269992
- 手机:
- 13931707138
- 售后:
- 13931707138
- 传真:
- 0317-8269992
- 地址:
- 河北省沧州市泊头市交河镇新华街181号
- 网址:
- www.czqdlsk.com
扫一扫访问手机商铺
产品简介
在维护方面,数控钻床可以通过运行来达到防潮的目的。如在数控车床闲置不用时,经常给数控系统通电,在数控钻床锁住的情况下,将其空运行。在空气湿度较大的梅雨季节天天通电,利用电器元件本身发热驱走数控柜内的潮气,以保证电子部件的性能稳定可靠。总之,多注意检查数控钻床易受潮湿空气影响的部位,提前做好更换和清理工作,再难熬的夏天也不发愁。
产品介绍
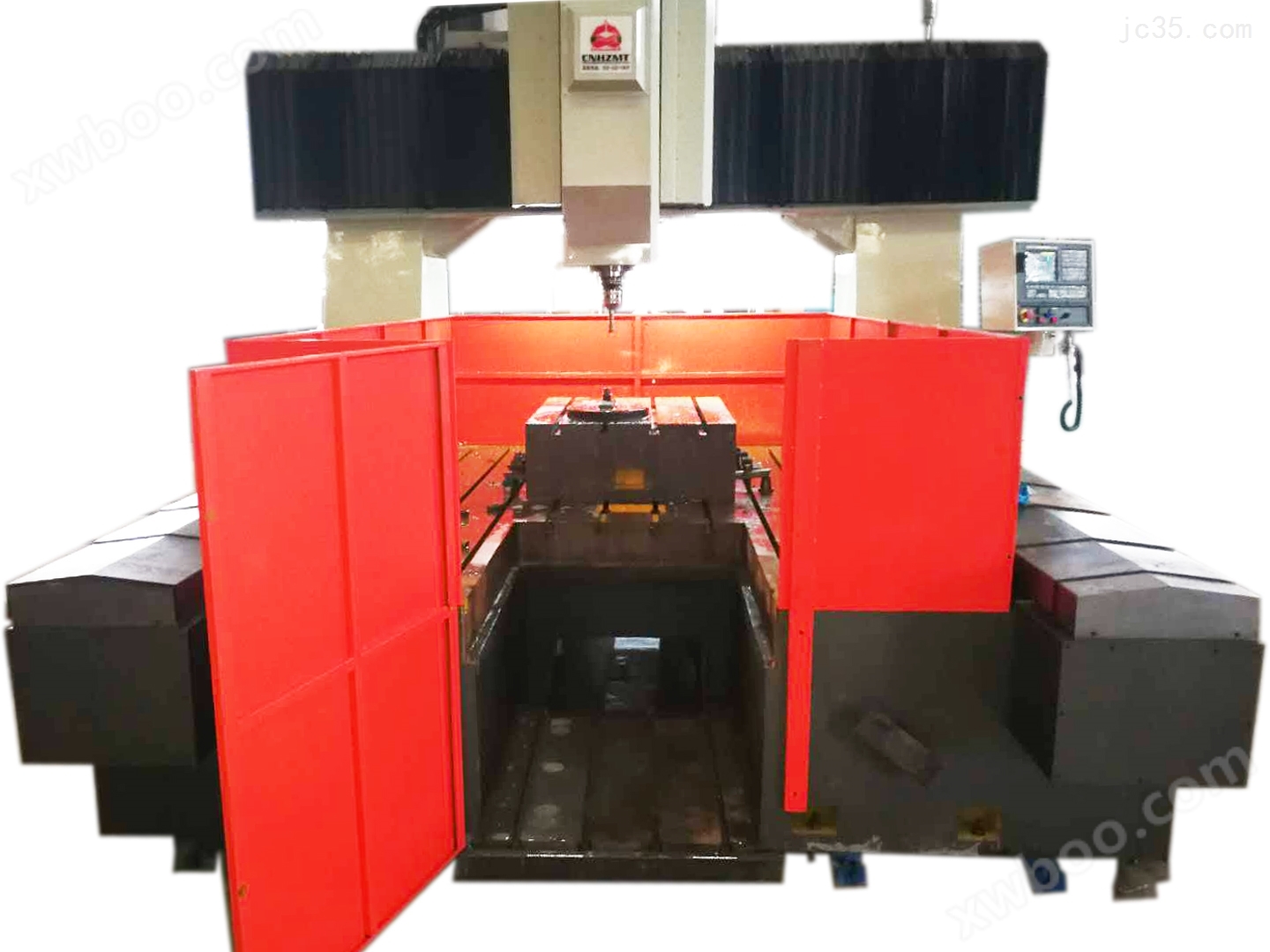
2040管板高速数控钻床
2040管板高速数控钻床
数控钻床的内部防潮重点在于检查和维护。包括液、油类(机油、切削液、冷却液等)的检查更换;电网、连接线、电路元件的检查;各类系统、排气扇的灰尘积累情况检查等。夏天天气热,数控钻床常用的液、油等物质容易变质,潮湿的天气也容易让灰尘粘连,发生电路故障。所以对这方面的排查一定要更仔细。


高速钻铣床安全技术操作规程
1 必须遵守《数控钻铣床安全技术操作规程》。
2 工作前检查机床传动部位是否可靠,机床行程挡板是否装好,符合工作要求,然后再开车。
3 工件、刀具要装卡牢固,装卡工件所用工具要安全可靠,不准用一般扳手加套管装卸工件。
4 数控龙门钻铣床工作时,不准将脚蹬在床面上,更不准在工作台上站立或就坐。
5 使用起重设备或挂绳装卸工件时,必须遵守《起重设备安全技术操作规程》和《挂绳工安全技术操作规程》。
6 工作区内必须有防护挡板,防止飞屑伤人。场地要有适当的安全空间,工件码放要遵守定置管理规定。
7 铣切各种工件,特别是在粗铣时,开始应进行缓慢切削。
8 在切削中,不准变速和调整刀具,禁止用手摸或测量工件,人体、头和手不准接近刀具。
在维护方面,数控钻床可以通过运行来达到防潮的目的。如在数控车床闲置不用时,经常给数控系统通电,在数控钻床锁住的情况下,将其空运行。在空气湿度较大的梅雨季节天天通电,利用电器元件本身发热驱走数控柜内的潮气,以保证电子部件的性能稳定可靠。总之,多注意检查数控钻床易受潮湿空气影响的部位,提前做好更换和清理工作,再难熬的夏天也不发愁。
技术参数
| 型号 | QDLP2040 | |
| zui大加工工件尺寸 | zui大钻孔及铣削中心距(长×宽)(mm) | 2000*4000 |
| zui大加工高度(mm) | 500 | |
| T型槽尺寸 | 22mm | |
| 钻铣削动力箱 | 数量 | 1 |
| 主轴锥孔 | BT50 加工中心主轴 | |
| zui大钻孔直径(mm) | Φ50 | |
| 主轴转速(r/min) | 50-3000 | |
| 伺服主轴电机功率(kW) | 11kW | |
| 主轴下端面到工作台面距离(mm) | 500 | |
| 动力头纵向移动 | zui大行程(mm) | 2000 |
| (X轴双驱) | X轴移动速度(m/min) | 0-9 |
| X轴伺服电机功率(kW) | 2.4KW | |
| X轴线轨 | 型号:45(2条) | |
| X轴丝杠 | 型号:4010 | |
| 动力头横向移动 | zui大行程(mm) | 2000 |
| (Y轴) | Y轴移动速度(m/min) | 0-9 |
| Y轴伺服电机功率(kW) | 2.4KW | |
| Y轴线轨 | 型号:45(2条) | |
| Y轴丝杠 | 型号:4010 | |
| 动力头滑台垂直行程(Z轴) | Z轴行程(mm) | 500 |
| Z轴进给速度(m/min) | 0-5 | |
| Z轴伺服电机功率(kW) | 2.4KW(带抱闸) | |
| Z轴线轨 | 型号:45(2条) | |
| Z轴丝杠 | 型号:5010 | |
| 定位精度 | X、Y、Z轴(mm) | ≤0.05/300 |
| 重复定位精度 | X、Y、Z轴(mm) | ≤0.03/300 |
| 排屑和冷却 | 排屑器型式 | 平板链式 |
| 排屑速度(m/min) | 1m/min | |
| 排屑器电机功率(kW) | 400W | |
| 冷却 | 冷却泵电机功率(kW) | 400W |
| 机床外形尺寸 | 长×宽×高(mm) | 约 3000*4500*3000 |
| 机床形式 | 铸铁整体铸造加工 | 铸铁整体铸造加工 |
| 机床总重 | QDLPD2040 | 净重约:18T |

相关产品
-
 ¥面议
¥面议 -
 ¥面议
¥面议 -
 ¥面议
¥面议 -
¥面议

