联系电话

沧州启动力机械设备有限公司
 初级会员·1年
初级会员·1年



 具体成交价以合同协议为准
具体成交价以合同协议为准
- 联系人:
- 郭经理
- 电话:
- 0317-8269992
- 手机:
- 13931707138
- 售后:
- 13931707138
- 传真:
- 0317-8269992
- 地址:
- 河北省沧州市泊头市交河镇新华街181号
- 网址:
- www.czqdlsk.com
扫一扫访问手机商铺
产品简介
铸造出来的东西更精密而且整体的化学成分分布均匀,得到有预定形状、尺寸和性能的铸件的工艺过程,而且减少了加工时间同样也减少了成本。而焊接呢应用非常广泛,制造出来的工件同铸造相比较没上者那么精密而且接头处的力学性能也有所改变。但比铸造适用更方便和广泛。有些特殊材料焊接是达不到效果的而铸造却可以制造出来,而铸造呢比较适用于较小工件的制造焊接却不受限制这样大大的改善了想要制造工
产品介绍
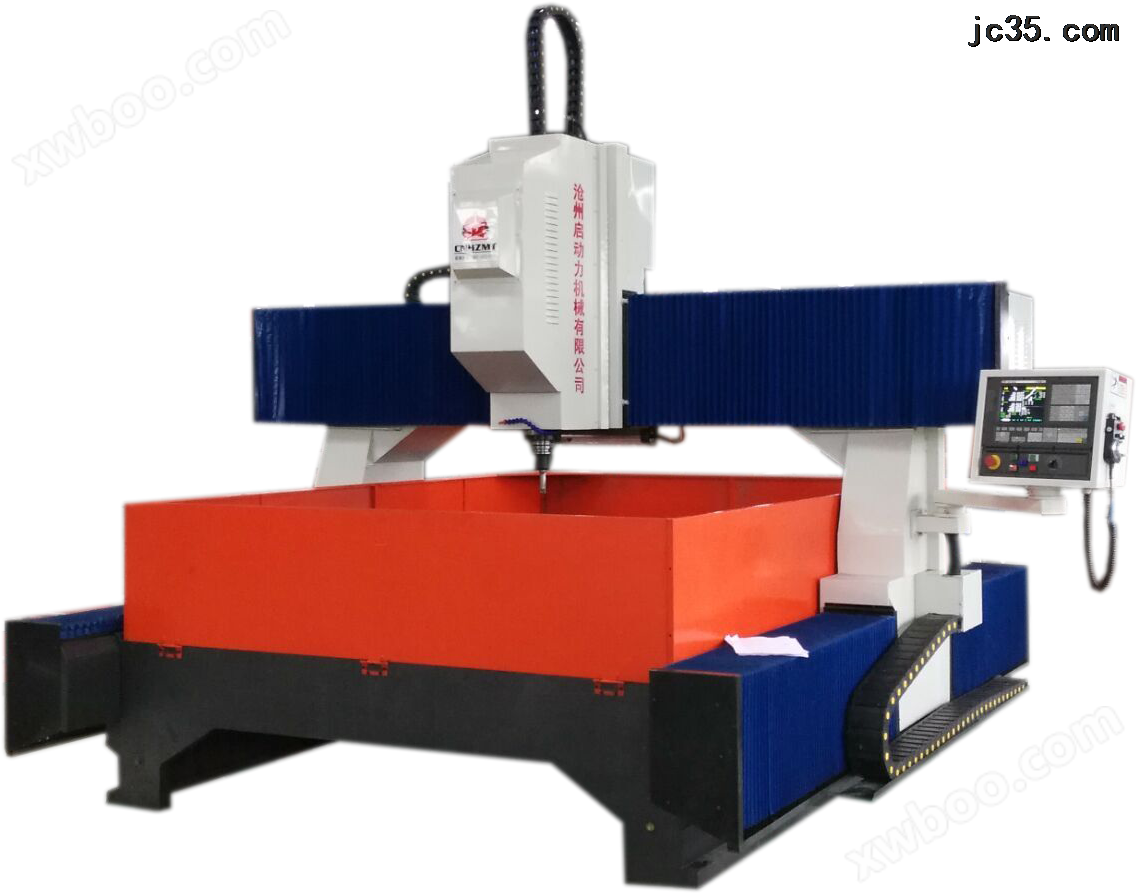
钻铣中心小型管板数控钻床
高速钻床铸件的热处理
高速钻床及其床身铸件时效温度以550℃为宜,时效温度超过570℃时,会使渗碳体分解和粒化,从而导致灰铸铁力学性能急剧下降。含有Cr、Mo、Mn、V等稳定碳化物元素的低合金灰铸铁(如低镍铬合金铸铁),高速数控龙门钻铣床及其床身铸件时效温度可提高到600℃。高速钻床及其床身铸件,时效温度可提高到650℃时,时效处理效果较为理想。
钻铣中心小型管板数控钻床


*、U钻也叫浅孔钻、快速钻、暴力钻等,其实是一种内冷钻头,其主要优点如下:
①排削好,可以连续钻孔,这使得U钻打孔的效率很高,加工效率一般是麻花钻的3-5倍,且使用简单,成本相对较低。
②U钻使用刀片-----周边刀片和中心刀片,刀具磨损后无需重磨直接更换刀片即可,使用可转位刀片比整体硬钻要节省材料,并且刀片的*性更容易控制零件尺寸。刀体前端装有可更换的刀片,降低了使用的成本。
③U钻的刚性好,可以采用很高的进给率,而且U钻的加工直径要比普通钻头大的多,大能达到D50~60mm。
④U钻可直接在工件上加工,无需中心钻打引导孔。
⑤U钻钻出的孔精度比麻花钻要高一些,而且光洁度要好,尤其是冷却润滑不通畅时,更加明显,而且U钻可以修正孔的位置精度,硬钻的话就不行了。
 技术参数
技术参数


相关产品
-
 ¥面议
¥面议 -
 ¥面议
¥面议


