联系电话
山东舜铣数控机床有限公司
 初级会员·1年
初级会员·1年

 具体成交价以合同协议为准
具体成交价以合同协议为准
产品简介
产品介绍
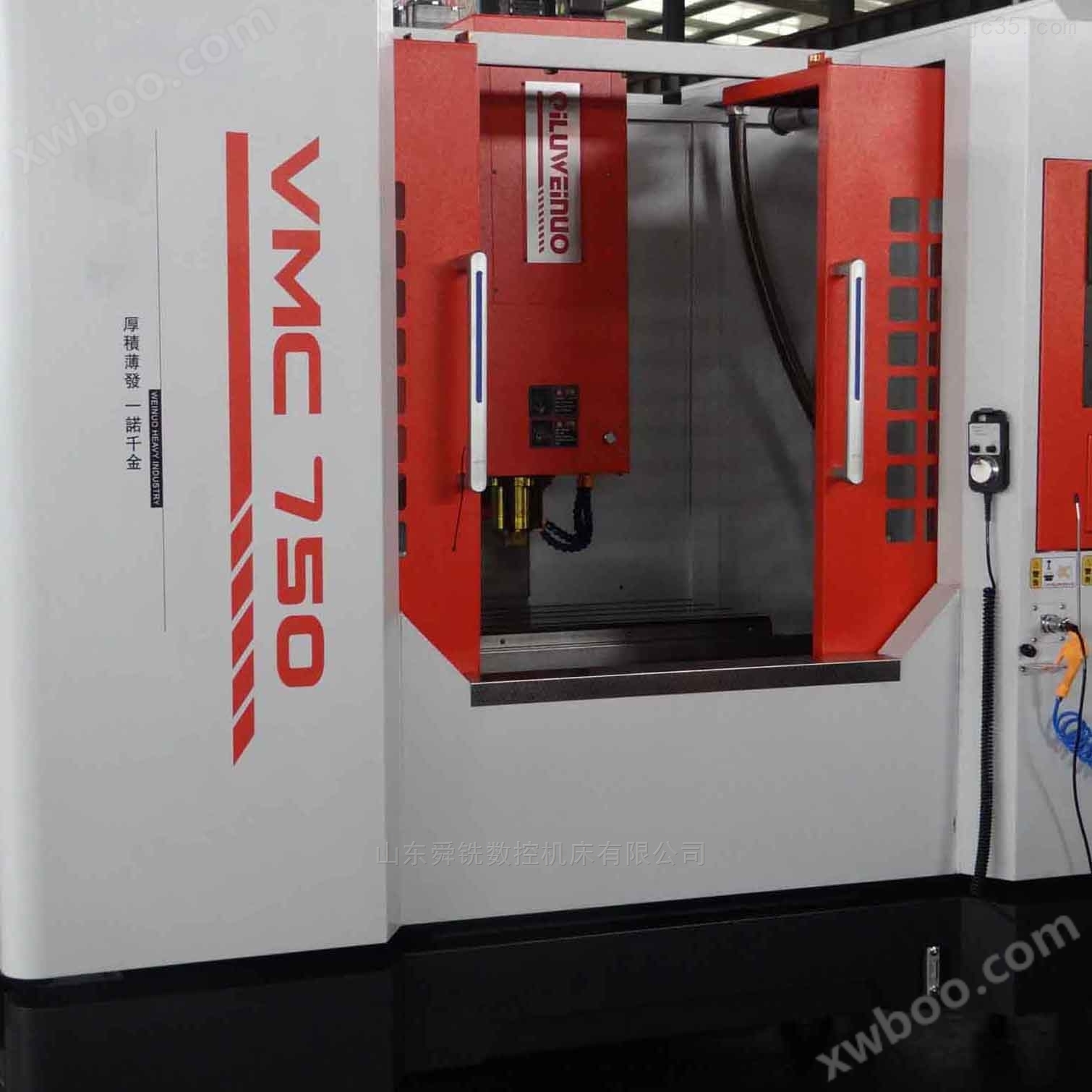
xk750立式3轴加工中心价位。
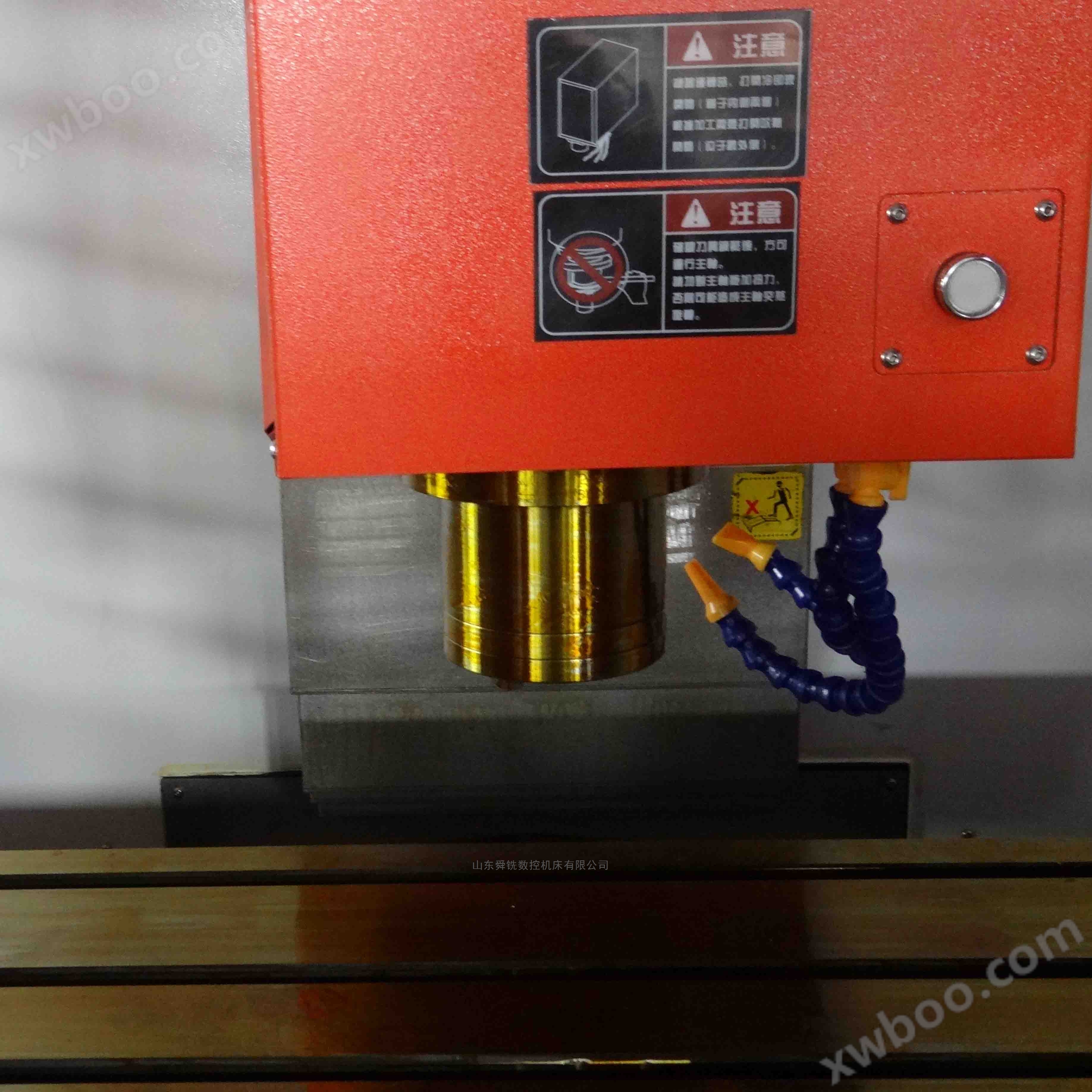
本立式加工中心是公司精心设计制造的高质量、高速度、高精度、高性能的高档技术密集型产品。机床的各项精度稳定,性能可靠,操作方便灵活。 本机采用树脂砂铸造技术,且经过两次人工时效处理,稳定性好,强度高,各项精度稳定可靠。 主轴及重要零部件均采用进口。 机床在出厂前经过较长时间的严格拷机运行,大大降低了故障率。
本机床采用压缩空气给主轴锥孔吹气,以保持主轴锥孔的清洁,并且给刀具气冷、手动等提供动力。用户应自备干燥、洁净的压缩空气气源,其气压不低于0.6MPa。 气路系统主要包括过滤减压阀,气缸、三位五通阀,常闭二位二通换向阀,单向阀等部件。主轴前端的冷却喷头可根据需要选择冷却液或压缩空气对工件进行水冷或气冷。数控铣床可以分为升降台式和床身式。工作台左端装有手轮和刻度盘,以便手动操作进给。同时调整垫铁,装上连接梁,并且要检查立柱的安装精度,检查立柱与床身导轨平面的不垂直度,方法如下在床身中部的导轨上放检验棒“v”形导轨及平尺平导轨,其上放水平仪,然后依次用框形水平仪在左右立柱中部检查,误差以床身和立柱水平仪读数的代数差计,其值不得超过0.0/000立柱导轨面只准向前倾,两立柱前导轨面应共面,其差不得超过0.0/000。但是要注意,即使版画制作在铣床中可能的用到的是数控雕铣机,但实际上这也不是的答案。数控铣编程,第十三讲,钻孔加工指令G如果加工长径比即孔深L与孔径d之比大于~0的深孔时,孔为半封闭,其难题是断屑排屑难,导热差冷却润滑不易,还会出现刀具刚性差易抖动震动变形折断等情况,这就要求选择好钻削的工艺参数,要采用深孔钻削循环指令GG这两个指令格式如下G/GX__Y__Z__R__Q__F__;从图中可知,深孔加工动作是通过Z轴方向的间断进给,即采用啄钻的方式,实现断屑与排屑的。






相关产品




