









西门子1500宽温型通信模块6AG15261BH002AB0
 | 6AG1526-1BH00-2AB0 SIPLUS S7-1500 F-DI 16x24VDC -25 ... +60°C 带防腐蚀涂层 根据 6ES7526-1BH00-0AB0 . F 数字输入模块, “F-DI 16X24VDC PROFISAFE;” “35 MM 结构宽度;” 至 PL E(ISO13849-1)/ SIL 3(IEC 61508) |
SIEMENS西门子
上海丽丞工业自动化设备有限公司
*,质量保证,保修一年
专业销售及维修西门子各类工控自动化配件;
:S7-200CN、S7-200SMART、S7-300、S7-400、 S7-1200、S7-1500、ET200、LOGO逻西门子可编程控制器辑控制模块
西门子HMI人机界面:触摸屏
西门子变频器:MM420、MM430、MM440、G110、G120、6SE70
西门子工业以太网:通讯网卡、通讯电缆、通讯接头、总线连接器 工控机、交换机、自动化软件等系型号齐全,快速报价,买我们的产品无忧所值,我们的产品都承诺质保一年,让您买的省心舒心,用的放心!
故障概况:
马钢480吨铸造吊6月份来以来接收跨3#铸造吊出现多次故障停机:
ü 一号梁AFE损坏三次。
ü 一号梁副起升逆变器损坏两次。
ü 一号梁主起升逆变器损坏一次。
ü 主小车电机损坏两次。
ü 大车电机损坏两次。
为了帮助 客户* 解决问题,西门子SFAE在 2009年6月22日至28日,派遣起重机高级工程师姚荔璋和服务工程师黄建根,到现场对系统进行恢复运行和检查;并于2009年7月6日组织专题讨论,制定系统检查和整改方案 。2009年7月7日-12日再次派出两位*工程师姚荔璋和叶飞,赶赴马钢现场进行电气系统全面检查。
根据两次的现场系统检查和纪录的数据,我们给出以下具体分析:
1. AFE直流母排电压过高
通常690v电压等级的AFE在正常使用工况下输出直流母排电压不能超过1000v,否则对AFE元器件绝缘产生影响而损坏,我们在现场检查发现1#AFE直流母排电压是1054V,通过对比原始AFE参数纪录发现部分重要参数被更改,直流母排电压比例系数P125从1.48被错误更改为1.58,这样导致直流母排电压超过正常值。
我们要求在更换AFE的CUSA板和逆变器的CUVC板的时候需要按规范步骤操作,下载正确的参数;如为了防止静电对元器件的损坏拆卸安装电路板时需要佩戴防静电放电手带;更换电容器需要重新做电容预充电。
2. 大车,小车电机故障损坏
1) 我们在现场检测到大车出现抖动严重,速度变化剧烈,通过软件进行检测发现编码器信号波动很大,如图2所示,这种非正常运行容易导致电机过温,从而损坏电机的绝缘,经检查发现大车编码器的接线在后期现场整改时连接不牢固(用手轻轻一拔信号线就脱离接线端子),速度反馈信号干扰而产生速度环调节发生震荡。
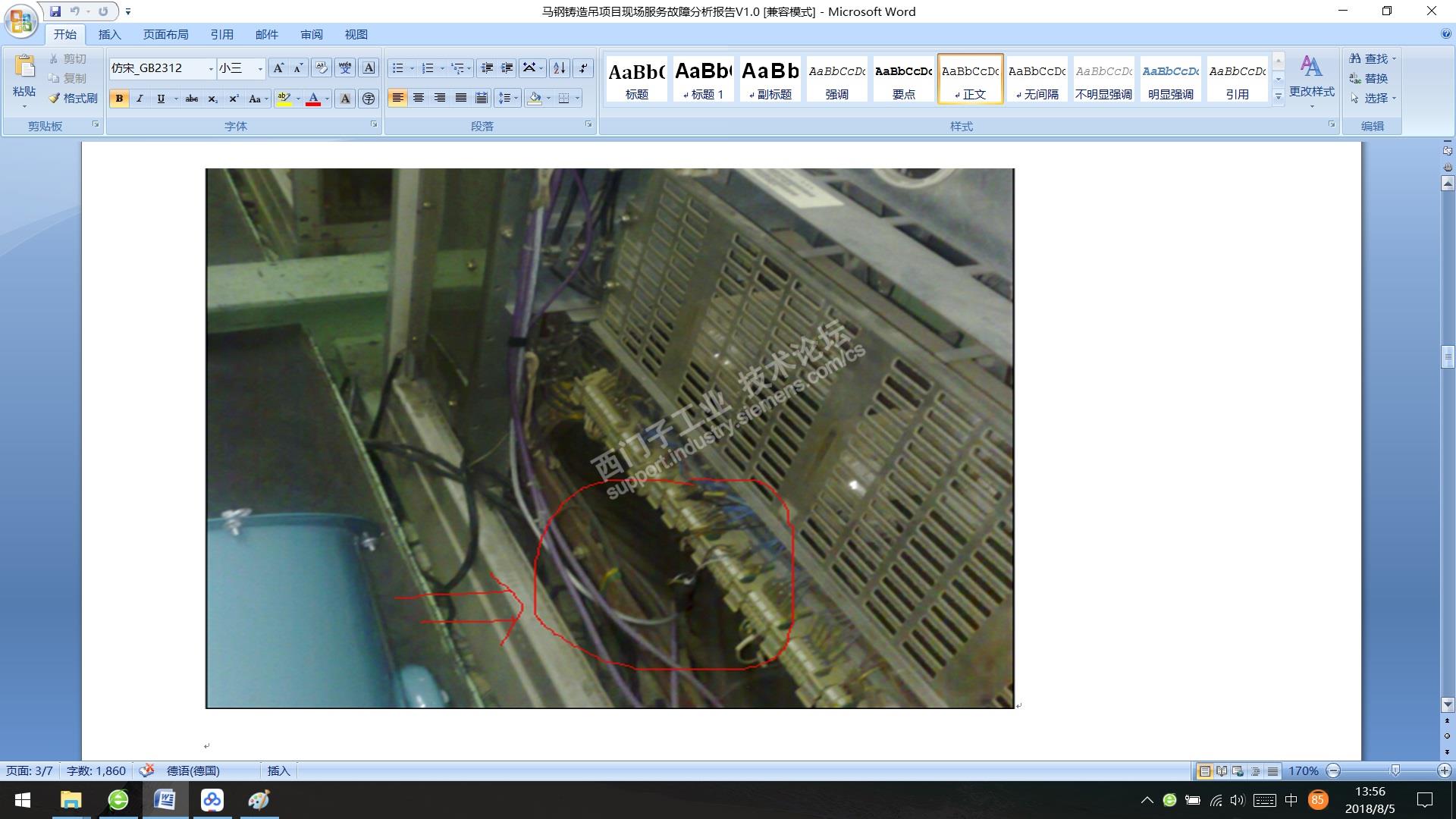
图1.大车编码器接线图
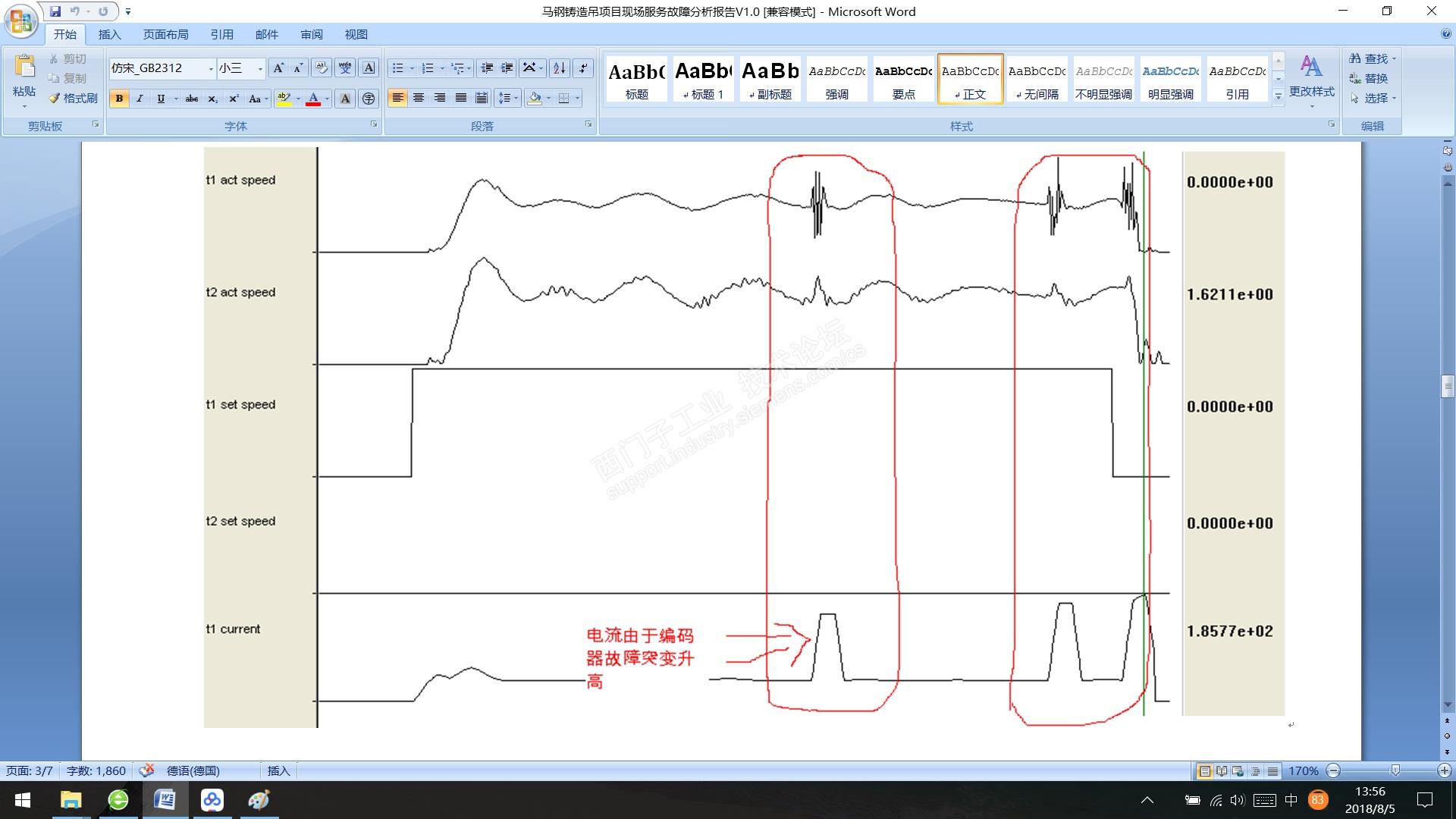
图2. 大车运行震动时速度和电流曲线
2) 所有大车,小车电机PTC温度传感器信号线被短接,电机的过热保护没有起作用,一旦电机过热继续运行则电机的绝缘老化严重,甚至烧毁。
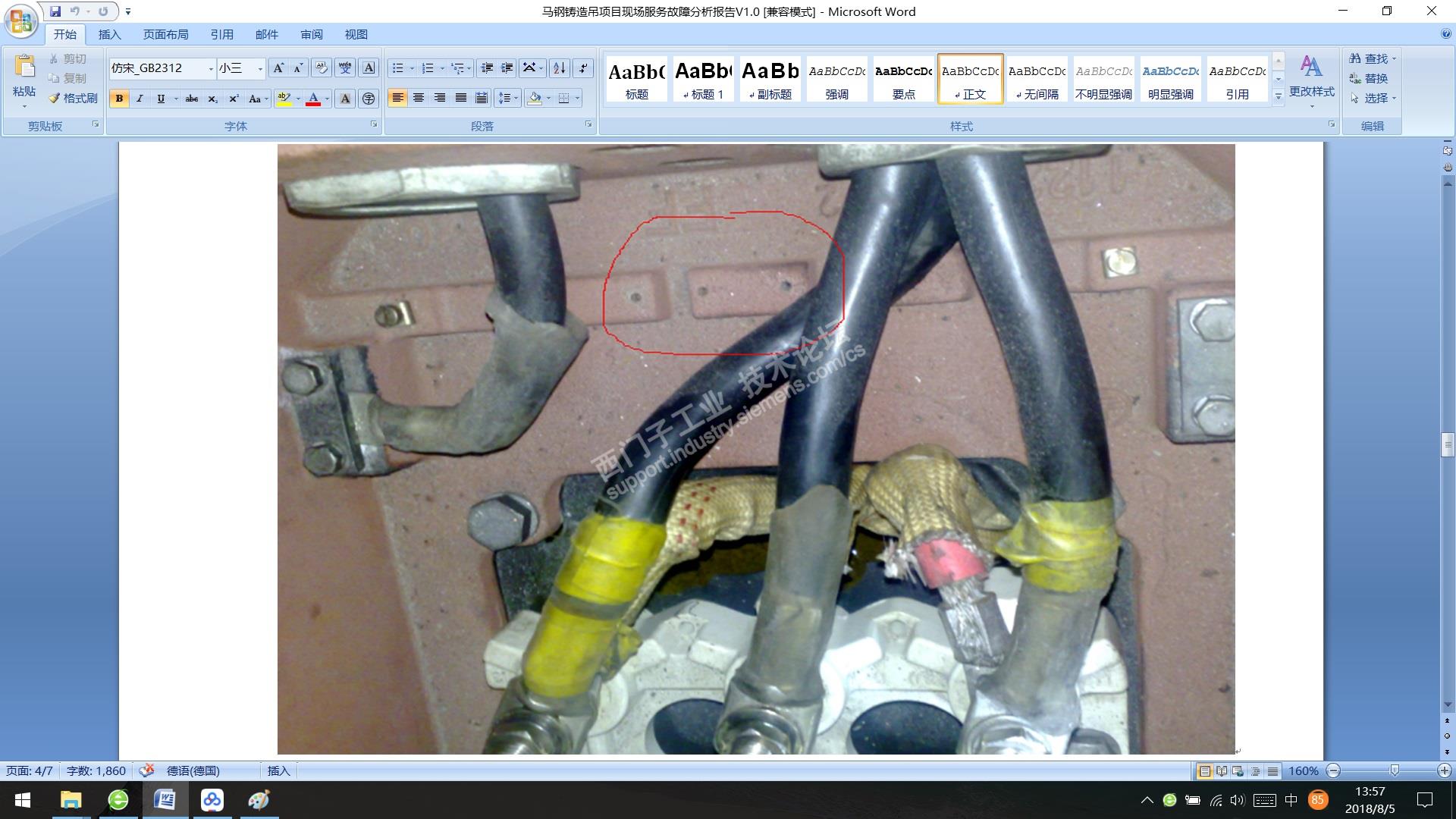
图 3. 大车电机接线盒-没有PTC温度传感器接线端子
3) 我们在本项目上使用的是690V西门子电机,该电机对耐压,绝缘要求较高,损坏后维修工艺要求较高,客户在电机损坏返修后继续投入使用,其中主小车电机在返修后投入使用后仅几分钟后损坏,对地绝缘仅380欧姆,我们怀疑电机在维修之后是否能满足耐压,绝缘和功率的要求,并且电机维修之后是采用380V而不是690V工频电压对电机进行测试。
我们要求更换电机之后需要重新对电机做电机的优化;对返修的电机需要做严格的出厂测试,使电机满足耐压/绝缘/功率/温升的要求;编码器等信号线需要按EMC规范接线;PTC重新投入使用;端子定期紧固和清洁保养。
3. 电气房环境比较恶劣,有凝露和灰尘现象
西门子驱动器使用手册规定,西门子驱动器在使用期间不能出现凝露,而实际电气房有时会出现凝露现象,有时达到50%---70%。这对驱动器使用造成比较大的影响。
建议使用内循环空调加除湿机。
4. 电缆铺设
现场部分外部电缆存在干扰感应电势,部分电缆未良好包扎,导致与机壳间产生放电,影响系统安全。大车逆变器有出现F029测量值检测故障,后发现AFE运行中动力电缆中电流对大车逆变器测量值有干扰。建议更改铺设路径。
5. 系统接地
由于接地系统不良干扰可能导致控制信号瞬时中断,从而使系统对AFE或相关驱动器控制逻辑失效导致主回路回馈能量不能顺利回馈电网造成驱动器损坏。
我们建议重新检查接地系统,确保接地系统与设计要求相符合。
6. 现场工控机管理混乱
现场发现在现场工控机中发现多个版本PLC程序,如图4所示,并处于监控状态,加密程序被非法解密后随意打开,加密的目的是为了使程序不被错误更改。一旦对加密程序进行了误操作,对设备安全运行存在重大隐患。
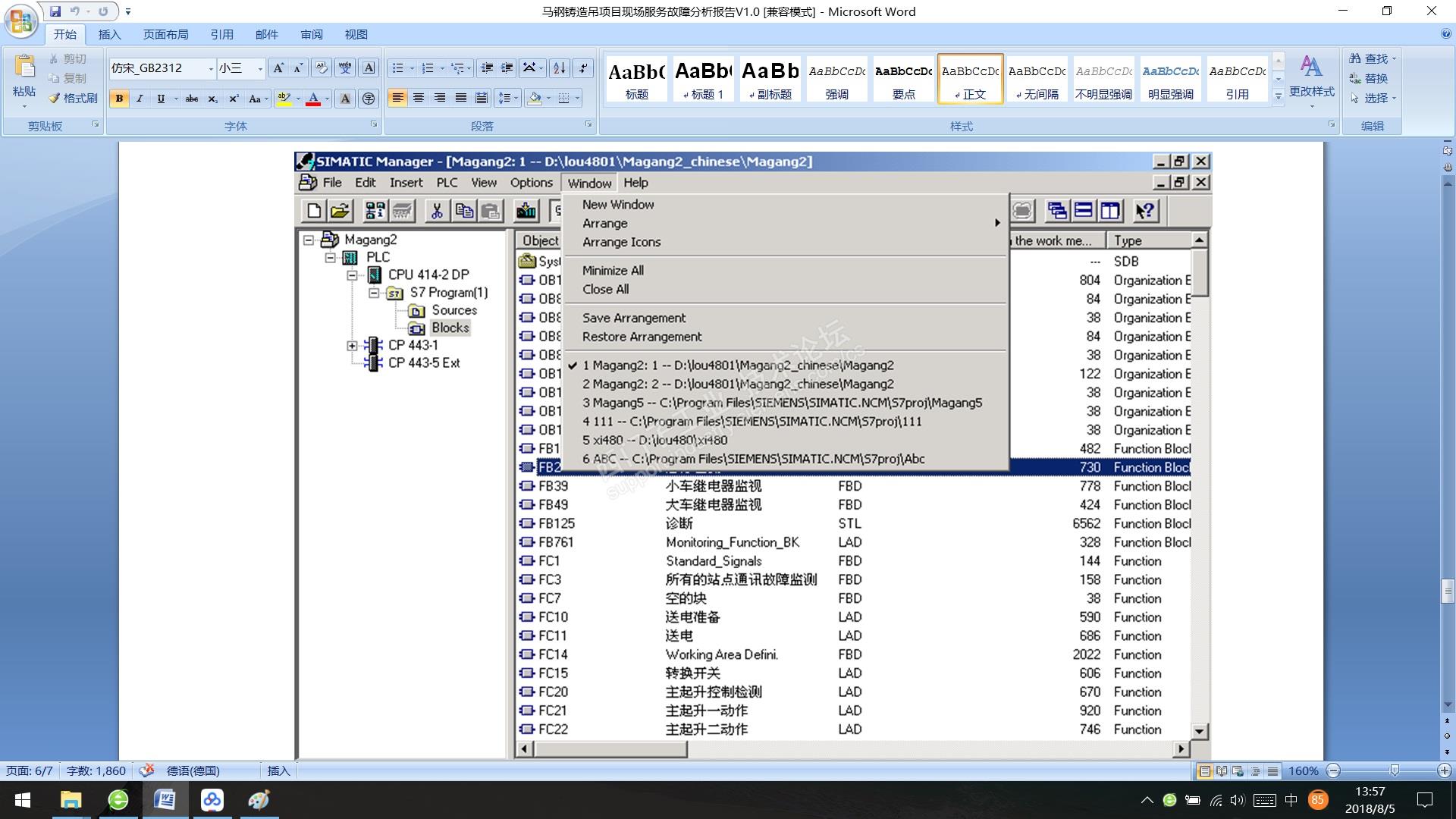
图 4. 上位机显示有多个PLC版本。
我们建议上位机只保留与PLC内存*的PLC程序,原先加密程序重新加密,程序由合格的工程师进行下载/修改等管理。
7. 现场故障处理不当
7月12日我们到3#机现场时,维修人员反映起升机构在作业时出现3次故障,复位后能正常运行。我们通过检查逆变器故障存储器R947/949,发现是F149故障,即刹车反馈故障。故障产生的原因是逆变器发出抱闸打开指令后没有检测到抱闸打开的信号,即抱闸打开接近开关没有感应到信号,从而导致逆变器故障停止运行。
我们建议接近开关需要定期检查,并定期检查刹车是否工作良好。
当现场发生故障时,通常应该比较深入的分析故障产生的原因,*排除故障问题,而不是简单的复位,造成一些简单,单一故障的堆积,扩大化。
8. 电控系统定期维护保养
ü 定期电机保养,检查绝缘;
ü 紧固端子排螺钉;
ü 紧固元器件接线螺钉;
ü 紧固驱动柜插排;
ü 定期清灰。
西门子1500宽温型通信模块6AG15261BH002AB0


 兴旺宝
兴旺宝